 産学・地域マッチング サイト/鹿児島大学南九州・南西諸島域イノベーションセンター
産学・地域マッチング サイト/鹿児島大学南九州・南西諸島域イノベーションセンター
シーズ(得意な技術・サービス等)
ニーズ・シーズ
-
- 投稿者:鹿児島県工業技術センター 企画支援部
- お気に入り件数:0
- 閲覧数:2657
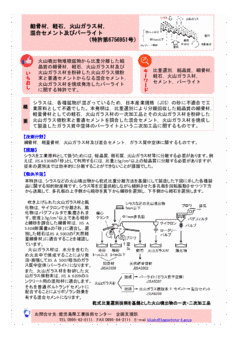
細骨材,軽石,火山ガラス材, 混合セメント及びパーライト
シーズ(得意な技術・サービス等) 2021-01-27シラスは,各種鉱物が混ざっているため,日本産業規格(JIS)の砂に不適合で工 業原料として不適でした。本発明は,比重選別により分離回収した結晶質の細骨材, 軽量骨材としての軽石,火山ガラス材の一次加工品とその火山ガラス材を粉砕した 火山ガラス微粉末と普通セメントを調合した混合セメント,火山ガラス材を焼成し て製造したガラス質中空体のパーライトという二次加工品に関するものです。 細骨材,軽量骨材,火山ガラス材及び混合セメント,ガラス質中空体に関するものです。 シラスを工業原料として扱うためには,結...
-
- 投稿者:鹿児島県工業技術センター 企画支援部
- お気に入り件数:0
- 閲覧数:1651
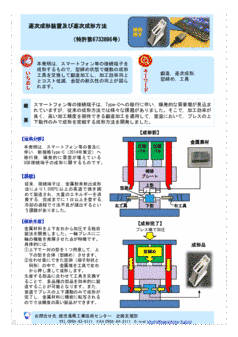
逐次成形装置及び逐次成形方法
シーズ(得意な技術・サービス等) 2021-01-27スマートフォン等の接続端子は,Type-Cへの移行に伴い,爆発的な需要増が見込まれていますが,従来の成形方法では様々な課題がありました。そこで,加工効率が良く,高い加工精度を期待できる鍛造加工を適用して,室温において,プレスの上下動作のみで成形を完結する成形方法を開発しました。 本発明は,スマートフォン等の普及に 伴い,新規格Type-C(2014年策定)へ 移行後,爆発的に需要が増えている USB接続端子の成形に関するものです。 従来,接続端子は,金属粉末射出成形 法により1,000℃以上の高...
-
- 投稿者:鹿児島県工業技術センター 企画支援部
- お気に入り件数:0
- 閲覧数:766

人工原料の製造方法,人工原料,及び粉体組成物
シーズ(得意な技術・サービス等) 2021-01-27木質バイオマス発電などで発生する焼却灰と粉末状に粉砕したシラスと無機バインダーを使って成形し,高温で焼成する人工原料の製造方法,並びに人工原料及び粉体組成物を提供するものです。 本発明は,コンクリートの骨材、路盤材料、土工材料、又は敷石として用いられる人工原料の製造方 法及び人工原料と粉体組成物に関するものです。 木質バイオマスの燃焼灰は、燃焼環境によって六価クロムやセレン等の重金属を含むため、その利用 方法が課題となっている。 木質バイオマスの燃焼灰と、粉砕されたシラスとからなり、シラスの配合...
-
- 投稿者:鹿児島県工業技術センター 企画支援部
- お気に入り件数:0
- 閲覧数:787

ターゲットの製造方法および薄膜の製造方法
シーズ(得意な技術・サービス等) 2021-01-27プラズマを用いた手法を検討することで,桜島溶岩からコーティング膜の製造技術 を開発しました。このコーティング膜は,溶岩100%の薄膜で,金属や繊維の表面 に厚さ1μmでコーティングでき,素材の性質を損なわず,親水性や赤外線放射特 性を向上させることができます。 本発明は,桜島溶岩などを機械加工によるターゲットの製造と,これを用いたプラズマコー ティング装置によるミネラル成分を含んだ薄膜の製造方法に関するものです。 ミネラル成分を含有する安価なターゲットの製造方法,そのターゲットをミネラル源とする...
-
- 投稿者:鹿児島県工業技術センター 企画支援部
- お気に入り件数:0
- 閲覧数:1080

糖蜜に含まれる含酸素化合物と塩類とを分画する方法
シーズ(得意な技術・サービス等) 2021-01-27概要 本発明は,廃糖蜜(原糖蜜)に多く含まれるカリウムを分離する技術で,製糖工場より発生する副産物の三番蜜の用途拡大を促進するために開発されました。これまで高ミネラルのために利用できなかった分野(エネルギー分野,発酵分野など)での利用を目指しています。本発明により,廃糖蜜の原料としての高付加価値化や製糖工場での収入増が期待できます。 糖蜜に含まれる塩類を除く方法はいろいろありますが,イオン交換樹脂や電気透析などいずれも高価な装置が必要であったり,処理に長時間を要したりしました。 本発明は,糖蜜に...
-
- 投稿者:鹿児島県工業技術センター 企画支援部
- お気に入り件数:0
- 閲覧数:722

静電気放電発生源検知方法および静電気放電発生源可視化方法
シーズ(得意な技術・サービス等) 2020-11-02静電気放電発生源検知方法および静電気放電発生源可視化方法(特許第6447918号) 本発明は「静電気発生箇所可視化方法及び可視化装置(特許第5374687号)」の応用特許で,放電源を示すマーキング方式を変更することで,従来システムより検出性能が低い安価な計測器を使用しても放電源を特定できるようになり,装置価格を大幅に低減 できました。
-
- 投稿者:鹿児島県工業技術センター 企画支援部
- お気に入り件数:0
- 閲覧数:762

タイロッドエンドの鍛造金型及びタイロッドエンドの製造方法
シーズ(得意な技術・サービス等) 2020-11-02タイロッドエンドの鍛造金型及びタイロッドエンドの製造方法(特許第6255581号) 自動車などの車両に用いられるステアリング装置の一部を構成するタイロッドエンドを製造するタイロッドエンドの鍛造金型及びタイロッドエンドの製造方法並びにタイロッドエンドに適用でき,製造コストを抑えて効率的に高品質のタイロッドエンドを製造することができます。
-
- 投稿者:鹿児島県工業技術センター 企画支援部
- お気に入り件数:0
- 閲覧数:635
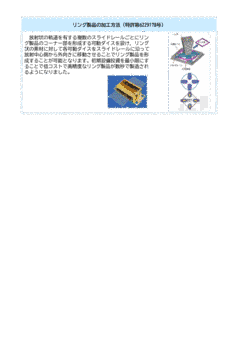
リング製品の加工方法
シーズ(得意な技術・サービス等) 2020-11-02リング製品の加工方法(特許第6229178号) 放射状の軌道を有する複数のスライドレールごとにリング製品のコーナー部を形成する可動ダイスを設け,リング状の素材に対して各可動ダイスをスライドレールに沿って放射中心側から外向きに移動させることでリング製品を形成することが可能となります。初期設備投資を最小限にすることで低コストで高精度なリング製品が数秒で製造されるようになりました。
-
- 投稿者:鹿児島県工業技術センター 企画支援部
- お気に入り件数:0
- 閲覧数:589

バリの発生を抑制して貫通孔を形成する方法
シーズ(得意な技術・サービス等) 2020-11-02バリの発生を抑制して貫通孔を形成する方法(特許第6142296号) 少なくとも2つ以上の突出する角(つの)部の外側から内側に向けてプレス加工にて少なくとも2つ以上の角(つの)部に貫通孔を打ち抜き形成する孔加工工程と角(つの)部の内側から貫通孔の内側端面にプレス加工にて面取りを行う面取り加工工程と面取りされた貫通孔の孔内壁を角(つの)部の外側から切削加工する切削加工工程とで工程構成することで,生産性の向上とコストダウンを図り,かつ製品品質の向上を可能とすることを特徴とします。
-
- 投稿者:鹿児島県工業技術センター 企画支援部
- お気に入り件数:0
- 閲覧数:505

押出し加工における3次元デッドゾーン形状の特定方法
シーズ(得意な技術・サービス等) 2020-11-02押出し加工における3次元デッドゾーン形状の特定方法(特許第5909725号) 金属材料の塑性変形を高精度に再現可能な粘土質のモデル材料を用いて,球体を必要最小限の個数だけモデル材料の外周に埋め込み加工前の素材とし,押出し加工によるモデル材料の塑性流動に伴う球体の移動軌跡をステレオX線で撮影することで,押出し加工品の曲がりの要因となる3次元デッドゾーン形状を短時間で簡単かつ確実に特定することを特徴とします。