 産学・地域マッチング サイト/鹿児島大学南九州・南西諸島域イノベーションセンター
産学・地域マッチング サイト/鹿児島大学南九州・南西諸島域イノベーションセンター
押出し加工における3次元デッドゾーン形状の特定方法 (特許第5909725号)
- 公開日: 2019-05-27
- 変更日: 2021-01-21
- 投稿者:鹿児島県工業技術センター 企画支援部
- お気に入り件数:0
- 閲覧数:816
")
本発明は,簡単な構成で,かつ確実に製品の加工時における曲がりの要因となる3次元デッドゾーン形状の特定方法を提供するものです。
金属材料の塑性変形を高精度に再現可能な粘土質のモデル材料を用いて,球体を必要最小限の個数だけモデル材料の外周に埋め込み加工前の素材とし,押出し加工によるモデル材料の塑性流動に伴う球体の移動軌跡をステレオX線で撮影することで,押出し加工品の曲がりの要因となる3次元デッドゾーン形状を短時間で簡単かつ確実に特定することを特徴とします。
本発明は,アルミ合金等の金属製押出し加工品の加工時における曲がりの要因となる3次元デッドゾーン形状の特定方法に関するものです。
アルミ合金等の押出し加工では,ダイス孔の各所における材料の不均一な流出速度が原因で,加工品に曲がりやゆがみなど製品欠陥が発生します。
速度差の要因は,デッドゾーン(被加工材料の内部において、加工開始から加工終了まで材料が塑性流動せずに全く動かず滞留している領域)形状が左右非対称となるためです。
金属材料の変形特性を再現できるモデル材料と材質がモデル材料の密度以下であるモデル型を使用して,所定形状のモデル材料の外周部に球体を埋め込む工程と,モデル型に装填したモデル材料を最終ストロークまで止めることなく連続的に押出し加工する工程と,押出し加工に同期して,球体がダイス孔から流出するまで移動する様子を,視差を形成する2方向からのX線と1台のX線カメラにより撮像する工程と,球体の3次元座標と速度ベクトルを一定時刻間隔で演算する工程と,演算結果と前記モデル型の形状データとを重ね合わせて表示する工程と,この表示した結果に基づいてデッドゾーンの3次元形状を特定します。
(ご注意)
◯ コメントは公開されます。秘密情報の取り扱いには十分お気をつけください。◯ 非公開で投稿者と連絡を取るには、右の[個別メッセージ]機能を利用して下さい。
個別メッセージ
ニーズ・シーズ投稿者と個別のメッセージ交換を行えます。
関連するニーズ・シーズ
-
- 投稿者:鹿児島県工業技術センター 企画支援部
- お気に入り件数:0
- 閲覧数:766
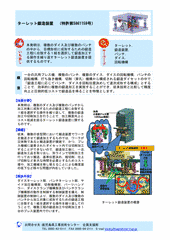
ターレット鍛造装置(特許第5861159号)
シーズ(得意な技術・サービス等) 2019-05-27本発明は,複数のダイス及び複数のパンチの中から,目標形状に成形するための鍛造工程に合致する1組を選択して鍛造加工する操作を繰り返すターレット鍛造装置を提供するものです。 一台の汎用プレス機,複数のパンチ,複数のダイス,ダイスの回転機構,パンチの回転機構,打ち抜き機構,切削(穿孔)機構から構成される鍛造ダイセットの中で,「鍛造工程に応じてパンチ,ダイスを回転位置決めして逐次成形する構成」とすることで,効率的に複数の鍛造加工を実施することができ,従来技術と比較して精度向上と圧倒的低コストで鍛造品を得...
-
- 投稿者:鹿児島県工業技術センター 企画支援部
- お気に入り件数:0
- 閲覧数:1320

鍛造パンチの設計方法及びヨークの製造方法 (特許第5828153号)
シーズ(得意な技術・サービス等) 2019-05-27本発明は,後加工が不要で,高強度で高精度なヨーク(自動車部品)を得るための鍛造方法を提供するものです。 2つの突起と1つの円筒部を有するヨークについて,共用する1個のダイスと,交換して使用する2個の鍛造パンチから構成される鍛造金型において,第1工程と第2工程の鍛造パンチを材料流動を積極的に促進あるいは抑制する形状とすることで,組み合わせにより材料流動を制御することにより高強度で高精度な鍛造品を得ることを特徴とします。 本発明は,薄肉の円筒部と2つの突起部を有するヨークを製造する鍛造パンチの設計方...
-
- 投稿者:鹿児島県工業技術センター 企画支援部
- お気に入り件数:0
- 閲覧数:743
圧造金型(特許第5802901号)
シーズ(得意な技術・サービス等) 2019-05-27本発明は,安価で簡易な構成で疲労破壊を抑制し,長時間の連続使用を可能とする圧造金型を提供するものです。 ダイスの成形穴に加工前の素材を配置し,圧造工具先端の押圧部により素材を押圧して圧造品を成形するにあたり,押圧部の弾性変形を積極的に促進し,加圧軸方向へのたわみにより,圧造及び除荷時の圧造工具先端の十字穴成形部に作用する応力振幅を低減させる溝空間または複数の穴空間を,圧造工具先端の押圧部端面から圧造工具内部へ加圧軸と平行に成形したことを特徴とします。 本発明は,例えば,ねじの頭部などを圧造加工す...